






Walk down any pipeline or skid, and most ball valves look identical from the outside. But open the body, and you’re looking at two completely different mechanical philosophies for managing pressure.
For pipeline design engineers, EPC contractors, and procurement managers, choosing between a floating and a trunnion-mounted ball valve isn’t just a line item on a BOM—it’s a decision that directly impacts system safety, operating torque, actuation costs, and ultimately the project’s bottom line. Both designs serve as quarter-turn isolation devices, but their sealing mechanisms, torque profiles, and pressure boundaries are fundamentally different.
Specifying the wrong valve type can lead to seat deformation, actuators that won’t turn the valve when you need them most, or worse—catastrophic pipeline failure. This guide breaks down the engineering differences so you can spec the right configuration for your high-pressure piping network.
1. Fundamental Sealing Mechanisms: How They Diverge
The core distinction between a floating ball valve and a trunnion-mounted ball valve comes down to one question: what moves?
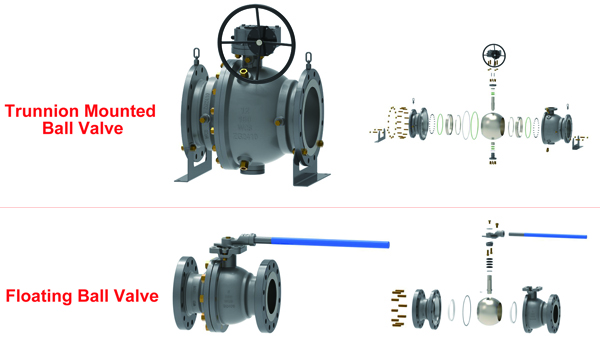
Floating Ball Valves: Pressure Does the Work
In a floating ball design, the ball is suspended in the valve body with no mechanical support at the bottom—it’s connected to the stem at the top but otherwise free to move.
How it seals: When the valve closes, upstream line pressure physically pushes the ball downstream. The ball slides slightly, compressing against the downstream seat to create a tight seal. Higher pressure actually improves the seal—up to a point.
The limitation: The downstream seat must absorb the entire force generated by line pressure acting on the projected area of the ball. As pressure and valve size increase, that force grows rapidly. Above a certain threshold, the seat material can’t take the punishment—polymer seats deform under excessive load (cold flow), and the valve becomes nearly impossible to operate.
Trunnion Mounted Ball Valves: The Structure Does the Work
In a trunnion-mounted design, the ball is mechanically anchored by upper and lower support shafts (trunnions). It rotates, but it doesn’t move laterally.
How it seals: Since the ball can’t move, the seats do the moving. Spring-loaded seats are pushed against the fixed ball. As upstream pressure increases, it acts on the backside of the upstream seat ring, forcing it tighter against the ball—a piston effect. The downstream seat acts as a secondary seal.
Why it matters: The trunnions absorb the hydraulic thrust, so the seats only experience the spring pre-load and a controlled pressure-assisted force. The ball never jams against the seat, and operating torque remains manageable even at extremely high pressures.
A note on dirty media: If you’re handling fluids with grit, sand, or particulates, floating valves can be problematic. Since the ball is constantly pushed into the downstream seat, any abrasive particles trapped there grind into the ball surface. Trunnion seats tend to be more forgiving because the load is balanced across the design.
2. Sourcing Decision Matrix: Size and Pressure Limits
To prevent premature valve failure, piping specifications must respect industry-standard size and pressure boundaries. While exceptions exist for specialized, low-torque polymer seats, the grid below reflects standard engineering practice for carbon steel, forged steel, and stainless steel ball valves.
| Valve Feature | Floating Ball Valve | Trunnion Mounted Ball Valve |
|---|---|---|
| Typical Size Range | NPS 1/2 to NPS 8 (DN 15 to DN 200) | NPS 2 to NPS 60 (DN 50 to DN 1500) |
| Pressure Class Limits | ASME Class 150 to Class 600 (up to Class 1500 in very small sizes < NPS 1) | ASME Class 150 to Class 2500 (API 10,000 to API 15,000) |
| Sealing Direction | Unidirectional or Bidirectional (Downstream seal dominant) | Truly Bidirectional (Independent upstream and downstream sealing) |
| Operating Torque | High (Increases exponentially with differential pressure) | Low to Moderate (Remains stable under high differential pressure) |
| Double Block & Bleed | Not Available (Standard designs) | Standard (API 6D DBB / DIB-1 / DIB-2 compliance) |
| Cavity Pressure Relief | Manual or requires specialized seat slotting | Automatic self-relieving seats (or external relief valve) |
The practical boundary: The critical pressure and size limit between floating and trunnion designs is roughly 8 inches at Class 300. Above this, the force needed to push the floating ball against the seat becomes so large that actuator torque, seat stress, and operating effort become impractical. At Class 600, we rarely recommend floating valves above 4 inches—the torque becomes unmanageable. For Class 900 and above, don’t even think about floating valves for anything larger than 1.5 to 2 inches.
3. Torque Profiles and Actuation Economics
When sourcing valves for automated systems—using pneumatic, electric, or electro-hydraulic actuators—the valve torque profile is often the single biggest cost driver you didn’t see coming.
Valve Torque
^
| / [Floating Ball Valve]
| / (Torque rises exponentially)
| /
| /
|----------------------------/
| /
| [Trunnion Mounted] /
|=========================/=================>
+--------------------------------------------> Differential Pressure (ΔP)
The floating trap: For a floating ball valve, operating torque is a function of seat friction coefficient (
μ), differential pressure (
ΔP), and the contact area of the downstream seat:
T=Fhydraulic×rball×μ
Because
Fhydraulic∝ΔP×Dbore2, scaling up a floating valve’s size or pressure rating causes required operating torque to spike exponentially. At 1,000 PSI, a 4-inch floating valve can require 300-400% more torque than at atmospheric pressure. In high-pressure conditions (ASME Class 600 or higher), automated floating valves often require massive pneumatic actuators that cost more than the valve itself.
Here’s a scenario we see all the time: A project manager picks a floating ball valve because it’s 20-30% cheaper than the trunnion version. Then they try to automate it. The money saved on the valve gets eaten up by a huge actuator, heavy-duty mounting brackets, and the associated engineering. The total cost of ownership tells a very different story.
The trunnion advantage: A trunnion ball valve transmits hydraulic thrust directly into the trunnion bearings. The seats experience only the spring pre-load and a controlled, pressure-assisted piston force. The torque profile remains relatively flat across a wide range of pressures. This allows for smaller, more economical actuators—often reducing actuator capacity requirements by 30-50%. The valve may cost more upfront, but the actuation savings, lower energy consumption, and reduced maintenance often flip the economics in favor of trunnion designs over the full lifecycle.
4. Safety and Cavity Pressure Relief in High-Pressure Service
In high-pressure pipelines handling volatile media—liquid hydrocarbons, LNG, or high-temperature steam—thermal expansion of trapped liquid within the valve body cavity poses a severe safety risk that’s often overlooked in the sourcing phase.
Thermal Expansion and Cavity Relief
When a ball valve is fully open or fully closed, fluid gets trapped in the body cavity around the ball. If ambient temperature rises, this trapped fluid expands. Since liquid is nearly incompressible, cavity pressure can spike well beyond pipeline pressure.
Floating ball vulnerability: Standard floating valves don’t relieve cavity pressure automatically. If cavity pressure exceeds pipeline pressure, it can lock the ball in place, damage the seats, or rupture the valve bonnet. Specialized seat modifications—such as venting slots—are required to make them self-relieving.
Trunnion ball self-relief: API 6D trunnion ball valves are equipped with spring-loaded Self-Relieving Seats (Single Piston Effect – SPE). If pressure inside the body cavity exceeds line pressure plus the spring force, the seat rings are pushed back away from the ball, automatically venting excess pressure back into the pipeline.
Double Block and Bleed (DBB): Trunnion valves typically offer true DBB capability—both upstream and downstream seats seal independently, and a body cavity bleed valve confirms isolation integrity. Floating ball valves cannot provide DBB because only the downstream seat is loaded. For applications requiring absolute isolation certainty, this alone can dictate the design choice.
Partnering with NSW: Engineered Valve Solutions
Selecting between a floating and a trunnion-mounted design isn’t a matter of cost alone—it’s an engineering calculation based on bore size, pressure rating, fluid velocity, media characteristics, and actuation requirements.
At NSW VALVE COMPANY (nswvalve.com), we manufacture API 6D licensed ball valves using high-precision multi-axis CNC machining, mate-lapping, and advanced metallurgy. Whether your project demands cost-effective floating configurations for low-pressure utilities or heavy-duty trunnion-mounted designs with HVOF hard coatings for severe slurry service, our engineering team is ready to review your piping specifications and deliver optimized, fully traceable valve assets.
Contact our technical support team today at nswvalve.com to request a comprehensive torque calculation sheet or a detailed QA/QC manufacturing plan.
Post time: Jul-15-2026